
Here, I have added a stepper motor drive.
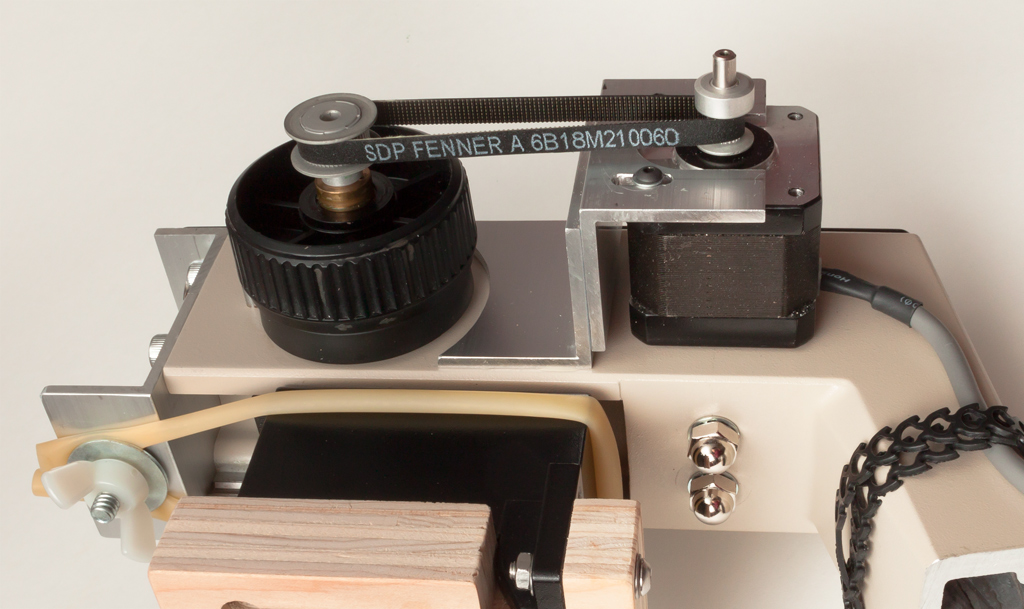
The mechanical mount in this case consists of two pieces of aluminum angle stock, carved to shape, glued to each other with Loctite Epoxy Weld Bonding Compound, and glued to the focus block with Devcon Plastic Welder (HERE). I used the two different glues because of their handling characteristics. It was easier to make a clean joint between the two pieces of aluminum using the less viscous Weldbond, but I opted for four dots of cyanocrylate Plastic Welder for the attachment to the focus block just on the theory that I might be able to clean it off easier if I should ever want to knock this thing apart.
The pulleys are chosen to give exactly 2:1 reduction ratio, 25 teeth on the motor and 50 teeth on the focus shaft, using a belt with 1 mm pitch. Finding pulleys to do this was much more difficult than I had expected, mainly because the two shaft diameters are different and that affects which families and sizes of pulleys are available. After writing to Stock Drive Products and failing to get an answer, I finally just opted to get two pulleys intended for 4 mm shafts, and drill one of them out to 5 mm to fit the motor. That worked OK, but to be honest I took that route only because I got stubborn about exactly what I wanted. I think it would have been a better solution, and certainly much cheaper, to use the MakeBlock 90:32 components described by JGVilla at http://www.photomacrography.net/forum/v ... hp?t=27093.
Of course once I had this thing assembled I couldn't resist measuring its performance.
First, let's talk about how this focus block works on the inside.
Here is a "partially transparent" composite photo showing most of the components of the gear train:
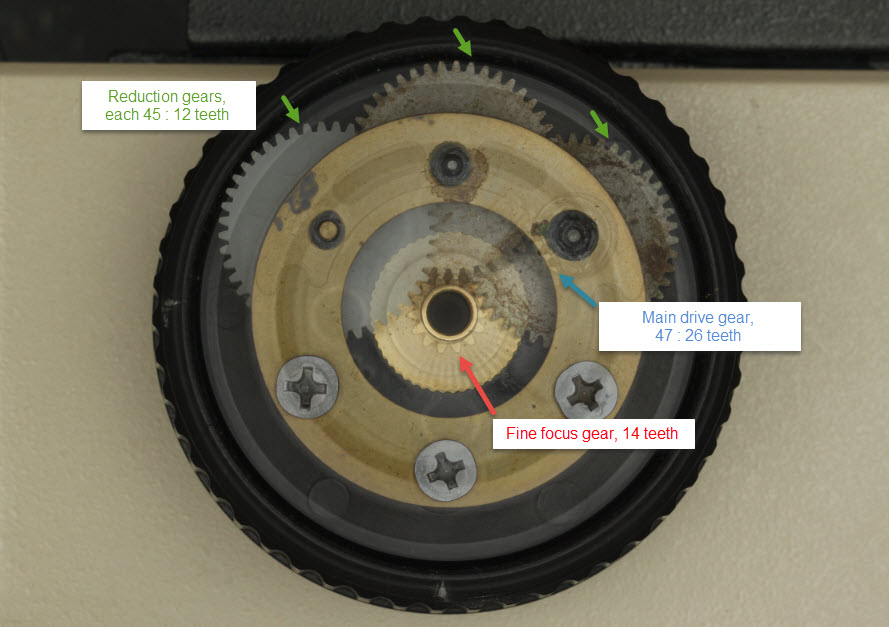
In brief, there's a 14-tooth driving gear fastened to the fine focus knob, followed by a train of three reduction stages, each having a 45-tooth driven gear fastened to a 12-tooth driving gear, followed by a main drive gear that has a 47-tooth driven end and a 26-tooth drive end that engages with the rack that is screwed to the back of the focus slider. The arrangement is sometimes called "planetary", but in normal operation it's really not because all of the gear shafts stay in fixed positions and the gears just rotate. In the special case that the focus slider runs up against a stop, then the main drive gear stops rotating and rotation of the fine focus knob simply rotates the whole reduction gear assembly instead. In that situation the system does become planetary, but again, that's a special case.
Anyway, so there's this chain of reduction gears that ends up being about 177:1 (to be exact it's 158625:896, according to Wolfram Alpha). Backlash is removed by gravity or spring pressure on the slider, so that turning the fine focus knob either positively drives the slider in one direction, or allows the slider to move back in the other direction, always keeping the same faces of the gears engaged.
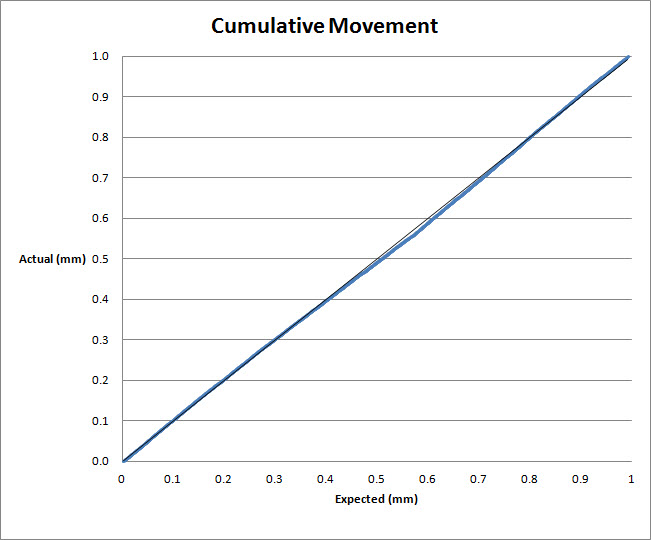
If the gears were mathematically perfect, then rotation of the fine focus knob would translate to perfectly smooth rotation of all the gears and eventually to perfectly smooth linear motion of the focus slider. But of course the gears are not perfect, and the result of that imperfection is that the rotation is a little bit uneven. As each tooth engages or disengages, the driven gear alternately gets a little ahead or a little behind where it would be if things were perfect.
We can see this behavior in the following graph, which shows measured movement of the slider as the fine focus knob is rotated uniformly. The straight line fitted to the blue measured positions represents the average linear movement, but note that the measured positions drift a little above and below the straight line.
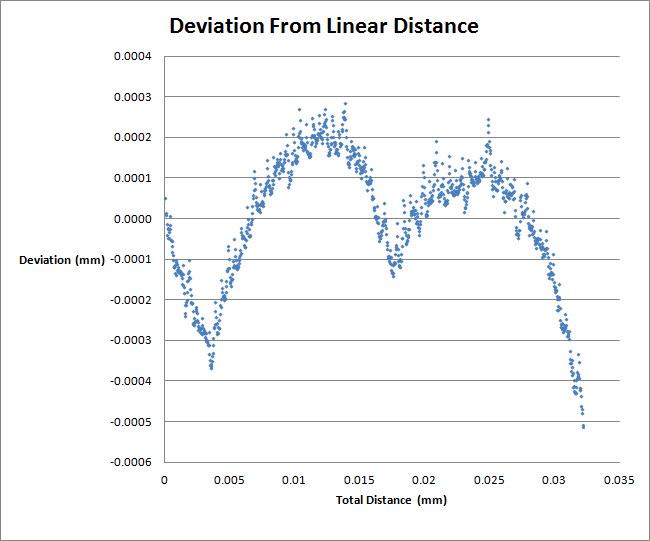
We can see the behavior of the errors more clearly by looking at the deviations between expected and measured positions:
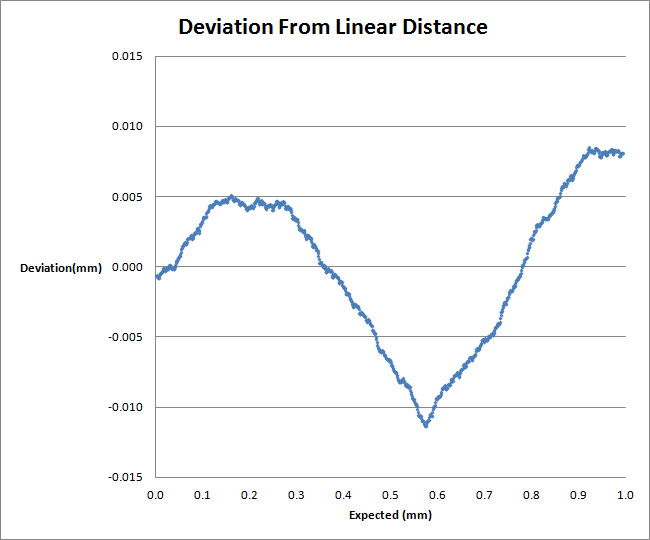
The two big humps shown above correspond to teeth between the last reduction gear and the main drive gear.
Of course the same sort of effect occurs at each pair of gears.
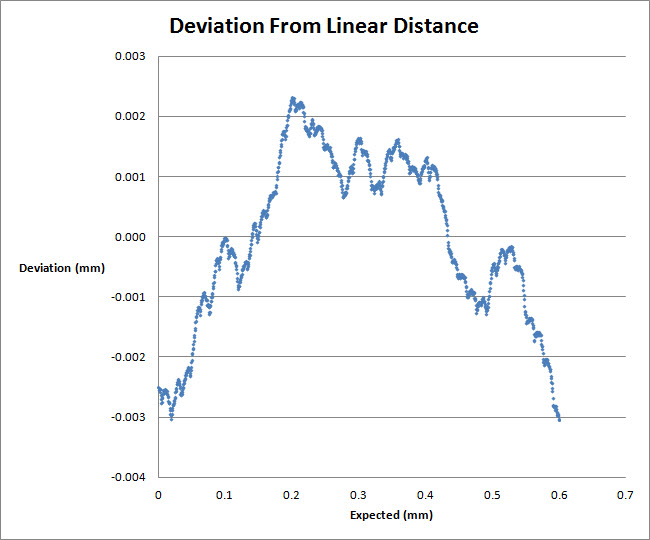
Here's the picture at the finest end of the scale, where I'm driving the system at 1/32 micron per step (actually a "microstep"), 1024 steps for a total of 32 microns. In this case the humps are due to about 2 teeth on the fine focus knob gear, and none of the other gears turns enough to matter.
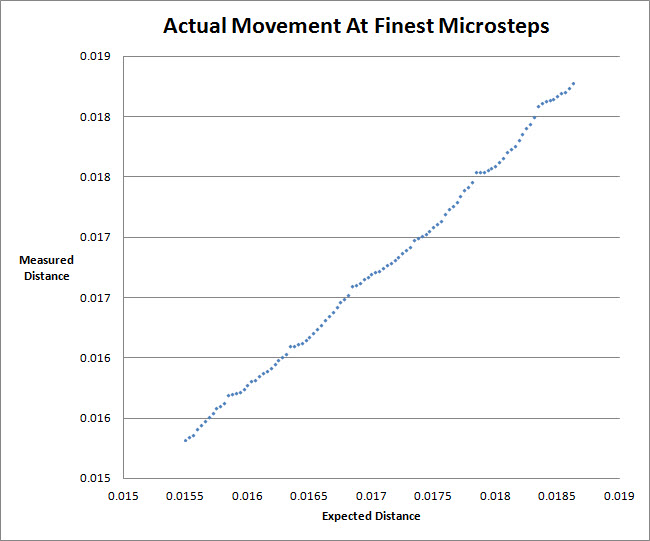
The above graph also shows some even finer scale structure that is due to some combination of friction and nonlinearity in the stepper motor drive, coming from one of the first version Cognisys StackShot controllers. Here's a closer look at that pattern, shown here as absolute movement instead of deviations from expected. The repetition every 16 data points is because there are 16 "microsteps" per full step, with each of the microsteps accomplished by analog modulation of the drive currents in the stepper motor coils.
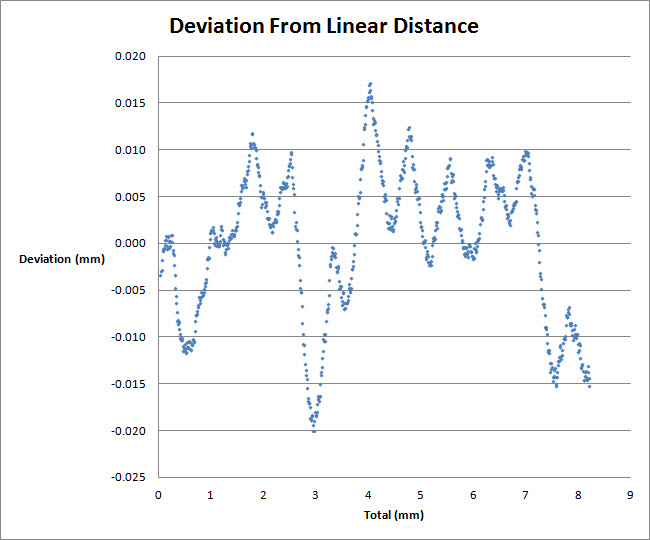
Getting back to the deviations, things get really amusing over distances where the effects of multiple gear stages can be seen at one time. Here are a couple of my favorites:
To be sure, all of these effects are small, on the order of 1% or less. They are of no significance for focus stacking.
In the main, I'm very pleased to see that the system seems to be usable even down in the range of 0.1 micron. That's no surprise, given the results described earlier at Tiny focus steps: how to make them, how to measure them.
Speaking of which, I should mention that all the graphs shown above were generated using the method described at "Tiny focus steps...", looking at focus slider movement from the side using magnifying optics and then analyzing the results using Zerene Stacker's alignment process.
As with earlier work, I had assumed that the focus block was designed to be accurate, that is, one rotation of the fine focus knob would produce (on average) 200 microns of physical movement.
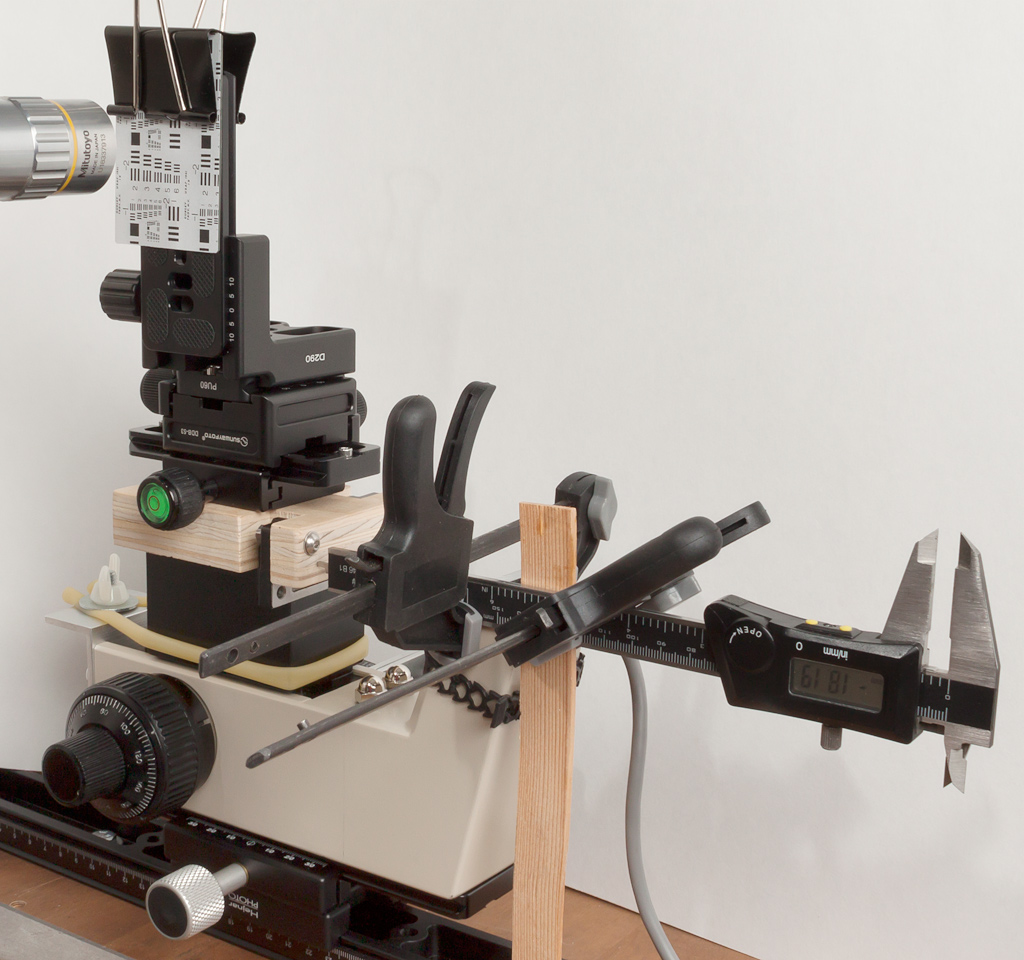
But this time, I decided to check that assumption with a couple of direct measurements, one of them involving a digital caliper clamped to the focus block, and the other involving a precision leadscrew on the table holding the camera. Here's the physical setup showing the caliper; the table is out of sight on the left side of the frame.
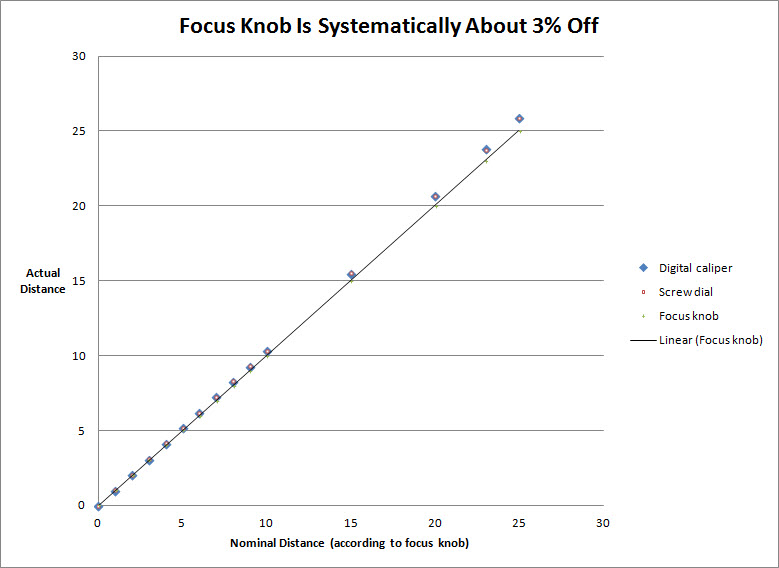
The two direct measurements (caliper and leadscrew) gave the same surprising result: in fact the focus block is not accurate, even on average. While 5*25 turns of the "200 microns per rotation" fine focus knob should produce 25 mm of movement, give or take a little for the gear tooth effects described above, in fact it produces about 25.9 mm of physical movement. Look here:
I find this puzzling. It seems like no great trick to choose gear ratios and rack pitch so that the final result would be dead on. But it sure looks like Olympus didn't do that, because I don't see any way that my measurements could be off by far enough to explain the discrepancies. Again, this doesn't matter for focus stacking, but in the words of my former employer this device is clearly "UNCALIBRATED: FOR INDICATION ONLY".
I hope you find this interesting also.
--Rik